 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000




— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2025-01-03 人气:
首先我们来说一下锻件锻造前的准备包括原材料选择、算料、下料、加热、计算变形力、选择设备、设计模具。锻造前还需选择好润滑方法及润滑剂。
一、材料及下料概述
筒类锻造用材料涉及面很宽,既有多种牌号材质的钢及高温合金,又有铝、镁、钛、铜等有色金属;既有经过一次加工成不同尺寸的棒材和型材,又有多种规格的锭料;除了大量采用适合我国资源的国产材料外,又有来自国外的材料。所锻材料大多数是已列入国家标准的,也有不少是研制、试用及推广的新材料。众所周知,产品的质量往往与原材料的质量密切相关,因此对锻工来说,必需具有必备的材料知识,要善于根据工艺要求选择***合适的材料。
算料与下料是提高材料利用率,实现毛坯精化的重要环节之一。过多材料不仅造成浪费,而且加剧模膛磨损和能量消耗。下料若不稍留余量,将增加工艺调整的难度,增加废品率。此外,下料端面质量对工艺和锻件质量也有影响。
二、工艺概述
按照坯料的移动方式,锻造可分为自由锻、镦粗、挤压、模锻、闭式模锻、闭式镦锻。
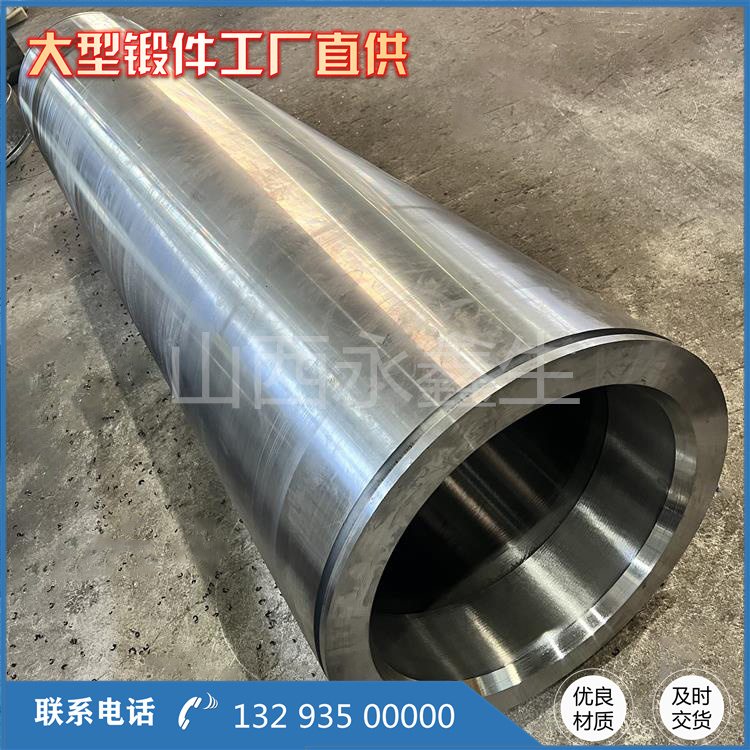
根据我司5000t水压机,大锻件用大型钢锭热送到压机车间后,经过一系列锻造工序被锻成大锻件毛坯,并进行锻后的热处理,再送到其他车间尽心机械加工和***终热处理,
对于大锻件来说,由于一般对机械性能等技术要求比较高,大都是采用自由锻造工艺,根据具体的材质和工艺要求进行锻造。

三、接下是***关键的步骤:
(1)拔长
拔长是自由锻造中***主要的工序,锻造轴类件,锻造圆板类而需要而提高锻比时,都要应用拔长工序。
(2)镦粗
缩小工件高度而增大其横截面的锻造工序称为镦粗。由于小截面毛坯锻成大锻件时,必须进行镦粗,此外,拔长前为了增大锻比时,和锻造空心锻件冲孔前也要进行镦粗。
镦粗时***重要的是要保持锻件轴线同钢锭线重合,避免产生弯曲,否则将使钢锭缺陷较多的轴线部分偏向锻件一边,影响锻件质量。
(3)冲孔
将毛坯冲出透孔或不透孔的锻造工艺都称为冲孔。中心冲孔时应使孔心对准轴心,一将缺陷较多的心部冲掉。
(4)马扛扩孔
减小空心毛坯的壁厚,使内外径同时增大的工序称为马杠扩孔。
(5)芯棒拔长
减小空心毛坯的壁厚,使外径减小,长度增大而内径不变的工序称为芯棒拔长。
以上就是我对我司5000t水压机大锻件的自由锻造工艺的概述。
上一篇:油缸缸筒的生产工艺
下一篇:大型自由锻造技术研究
相关推荐
服务热线

